

一般来说,轮胎制造企业对混炼均匀性和批次稳定性的要求越来越高,但不少在用的产线还是会遇到胶料分散不均、温度波动大、吨能耗偏高等老问题,很多行业从业者会觉得炼胶机技术已经发展得很成熟了,只要选对对应型号就能满足日常生产,实际上设备内部的转子构型、温控精度、自动化程度这些细节的差异,对最终出来的胶料质量的影响就挺明显的,我们也会从几个核心技术维度梳理炼胶机的演进过程,帮设备管理人员搞懂不同技术阶段的适用场景,还有设备选型的优化方向。
转子是炼胶机的核心工作部件,它的设计直接决定了胶料的剪切、分散还有混炼效果,早期的开放式炼胶机,基本上全靠操作工人的经验来控制翻胶和剪切动作,效率很低,批次一致性也差,等加压式密炼机出现之后,转子构型就成了技术进步的关键节点。
早期的两棱转子结构很简单,通常情况下适合对混炼均匀性要求不高的生产场合,但也容易出现高粘度胶料分散不均、升温过快的问题,后面三棱和四棱转子慢慢普及开,有效提升了剪切效率和混炼面积,胶料在单位时间里就能获得更充分的分散效果,最近这些年,啮合型转子的使用率也在逐步提高,特别适配高填充、高粘度或者对分散度要求极高的特种橡胶混炼场景,它的优势是转子之间能形成更强烈的挤压和撕裂作用,同时还能避免过热的风险。
针对轮胎制造行业的密炼机选型,核心不是简单追求更高的转子棱数,而是要结合具体的胶种配方,比如天然胶、氯丁胶、硅胶这些,还有填充系数、温控要求,去评估不同转子构型对分散度和能耗的实际影响。
混炼过程里的温度控制精度,是决定胶料门尼粘度以及硫化特性的核心因素,早期的设备大多用单点测温,冷却水全靠手动阀门来调节,很难在混炼的不同阶段实现精准的温度曲线控制,生胶塑炼、炭黑分散、硫化剂加入这些不同阶段,对温度的要求差得还挺大的,单点控温很容易导致局部过热,或者混炼不均匀的情况出现。
温控系统的技术演进,主要体现在两个方面,一个是测温点的优化配置,从单一的混炼室壁温监测,发展到转子温度、排胶口温度、胶料内部温度的多点反馈,另一个是冷却与加热系统的集成控制,通过电磁阀、比例调节阀配合 PLC 程序,实现更精细的温控逻辑,对轮胎生产来说,稳定的温控系统能明显降低批次间的门尼粘度波动,减少硫化之后的次品率。
炼胶机的发展历史与技术迭代,也体现在产线层面的控制方式演进上,过去很多工序都要依赖人工完成,配料、投料、混炼、排胶、开炼出片这些环节,不同设备之间完全没有数据联动,不仅拖慢了生产效率,也加大了人为因素造成的质量波动。

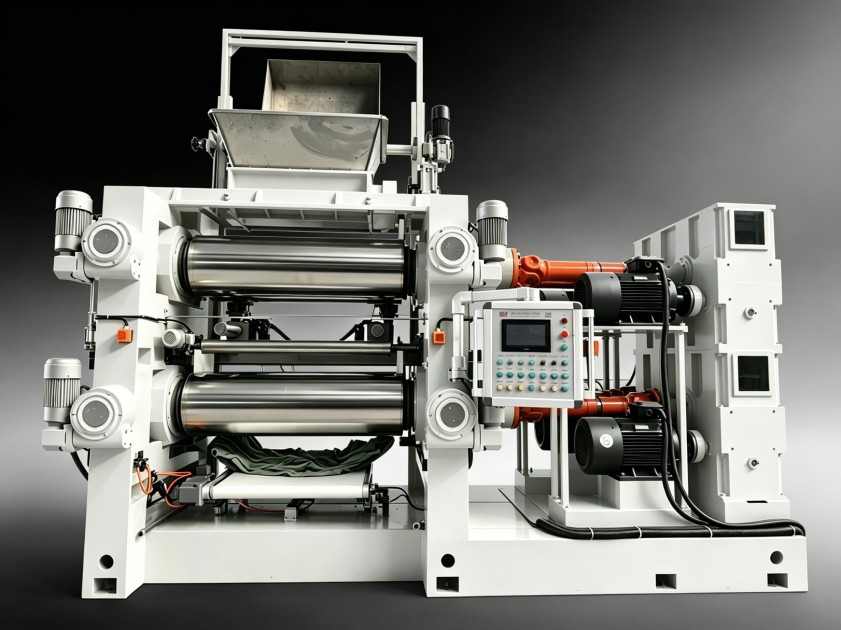
现在的现代密炼机产线,已经逐步往自动化、集成化的方向调整,上辅机系统实现了炭黑和小料的自动称量与投加,下辅机系统把排出来的胶料直接输送到开炼机、挤出压片机或者过滤机,再通过上位机系统完成配方管理、生产批次记录和能耗监控,对于轮胎制造这种需要大规模、多批次稳定生产的场景,自动化产线配置能有效降低吨能耗,提高设备综合效率。
对于已经运行了很多年的炼胶机产线,直接完全更换整套设备肯定是不现实的,技术的价值就在于根据不同工况和胶料配方,找到可控、还有实际价值的优化空间,比如针对转子磨损导致分散不均的问题,重新评估当前胶料种类和转子构型的匹配度,在不大幅增加投资的前提下,就能改进混炼效果,针对温控响应滞后的问题,升级测温探头和阀门执行机构,就能控制混炼周期内的温度波动,利拿实业在橡塑设备领域积累了15年的研发经验,可以协助客户在现有产线的基础上,做局部模块的升级改造,或者提供全流程的非标定制方案。

理解炼胶机的技术演进路径,能帮设备采购人员和技术团队,更理性地评估设备配置和自身生产需求的匹配度,而不是单纯依赖“转速更密”或者“马达更大”这类模糊的指标。
要是需要结合您的具体胶种配方、产能要求和生产工况评估方案,直接和利拿实业的技术团队进一步沟通就可以。

 18046916153
18046916153