

新能源材料里常见的锂电池隔膜用陶瓷浆料、导电胶、硅橡胶复合材料这类产品,对混炼温度、分散均匀性都是极为敏感的,很多企业在做橡胶炼胶机整厂采购的时候,习惯先把注意力全放在设备容积大小上,结果等生产线投用之后才发现,同一配方、同一批次的原料,换到不同机台生产,性能波动特别明显,甚至还会出现凝胶颗粒、黑点这类缺陷,根本原因往往不是机器容量不够用,而是工艺参数,也就是温控精度、填充系数、混炼时间,和材料特性没匹配上。
我们这篇内容就从这三个技术维度出发,结合新能源材料混炼的典型工况,梳理出一套可落地的选型评估思路,要是您正碰到“设备选对了但实际生产效果差”的困境,这些细节说不定能帮您找到改善的方向。
一般来说新能源材料里有不少组分的加工窗口都很窄,就拿某些导电胶来说,它的硫化交联起始温度的允许区间就只有±2°C,一旦出现局部超温的情况,胶料就会提前焦烧,要是温度偏低的话,反应又不完全,电性能直接下降,橡胶炼胶机整厂采购的时候,不能只看到设备标注“带加热冷却系统”就觉得没问题,要具体去确认几个相关参数。

首先是转子与腔体的温差控制能力,常规炼胶机的温差基本能控制在±5°C以内,但针对热敏感材料的生产需求,我们建议要求把这个数值降到±1.5°C,这个指标的高低,直接关联到冷却水道的布局、转子内部流道的设计以及温控阀的响应速度。
接下来要确认的是测温点的位置和数量,市面上有些设备只在腔体底部设置单个热电偶,测温的滞后性很强,更合理的设计是在前后转子和卸料门侧都布置独立的测温点,形成完整的闭环反馈。
还有温升速率的调节能力,混炼初期需要快速升温来促进原料分散,中期又要精准控温防止过硫,要是设备只能做恒温运行,没办法实现阶段控温,就很难适配多段式的生产工艺。

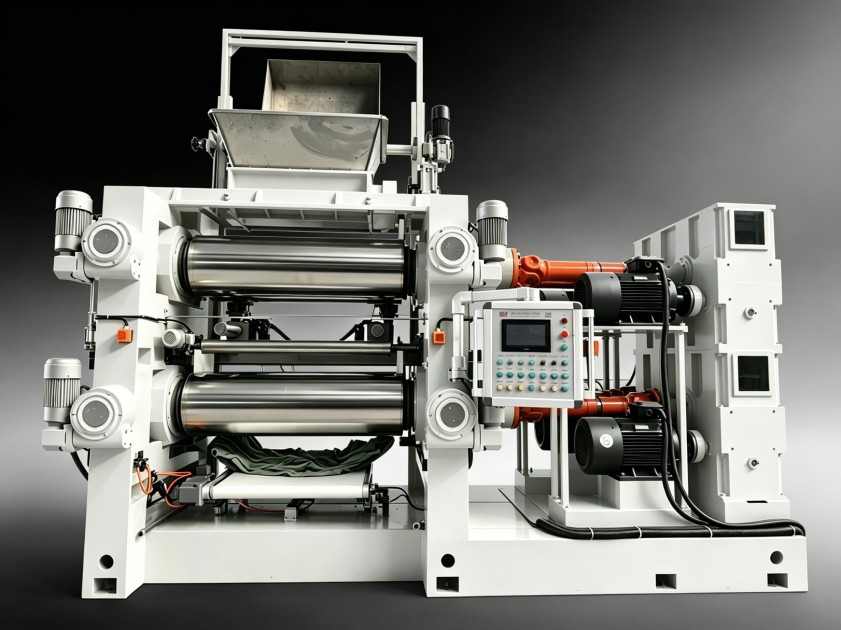
利拿实业在高温型密炼机产品里采用了多点测温搭配PID自适应控制的方案,能把混炼过程中的温度波动控制在±1°C以内,尤其适合含氟弹性体、硅橡胶这类材料的精密加工。
填充系数指的就是加入的胶料体积占密炼机混炼室有效容积的比例,通常情况下新能源材料的生产,经常会碰到高填充的工况,比如陶瓷粉体含量超过70%,也会碰到低填充的工况,比如把少量纳米增强剂混入基础胶里,前者要是填充系数设得太高,粉体没办法充分翻转,生产出来的胶料就会出现白斑,后者要是填充系数太低,胶料没法形成有效的剪切场,分散效果自然就差。
选型的时候可以做两步评估,先根据材料的表观密度算出实际的填充体积,别只按重量来核算,举个例子,同样100kg的粉体和100kg的橡胶,体积差异可能超过3倍,要提前确认设备标注的“容积”指的是几何容积还是有效工作容积,一般来说有效工作容积是几何容积的60%-80%。
然后可以要求供应商提供不同填充系数下的混炼效果对比数据,至少要有原理性的说明,不要直接用行业通用的“60%-70%”标准值来套,不少特殊材料可能要在45%或者85%的填充系数下运行才能达到效果。
在橡胶炼胶机整厂采购的过程中,不少买方会忽略填充系数和转子几何形状的搭配问题,比如同一条产线上,开炼机和密炼机的填充系数应该互相协调,不然很容易出现中间储料不均的情况,我们这边可以提供配套的非标定制方案,让整线的填充系数实现系统化匹配,还能减少后续的调机时间。
新能源材料大多对混炼总时间有很严格的限制,混炼时间太短分散不均匀,时间太长的话材料又可能出现降解或者过硫的问题,橡胶炼胶机整厂采购的时候,除了提前设定好时间参数,更要关注设备的排胶判断逻辑。
现在市面上有两种排胶控制模式,一种是简单的定时排胶,另一种是定能排胶,单纯的计时控制根本没办法应对每次投料量的微小波动,更优的方案是采用功率积分控制,等到转子电机消耗的累积能量达到预设值的时候自动排胶,这种方案对于导电碳黑这类导电性材料来说尤其重要,因为材料的电导率往往和混炼能量直接相关。
还要确认温控和时间的联动功能,部分材料要求在达到指定温度之后继续混炼30秒,再进行排胶,要是设备没办法实现“温度+时间”的双重条件判定,不同批次之间的质量差异会很大。
排胶之后的后处理衔接也要考虑到,开炼机的冷却片厚度、压片机的辊距等后续工段的参数,也需要和密炼机的排胶温度、时间对齐,整厂采购的时候最好把这些环节一起规划好,避免前后工段脱节。
不少采购人员都有这样的想法,买大容积的设备就算现在用不上,以后产能提升了也能用得上,但对于新能源材料的生产来说,尤其是实验室配方向量产过渡的阶段,大容积设备反而容易因为填充系数过低导致分散不良,调试的成本特别高,合理的做法是基于当前的最大批次产能,选择容积比现有需求略大15%-20%的机型,还可以预留转子可更换或者密度调整的空间。
还有一个常见的误区是只盯着温控系统的品牌看,比如是不是用了进口温控阀,却不去关注冷却介质的流量和管道口径,要是工厂的冷却水压力不足,再好的温控阀也发挥不了该有的作用,在橡胶炼胶机整厂采购正式启动之前,最好对车间的水电气条件做一次现场核查,避免设备运到厂之后出现“水土不服”的问题。
提前梳理好一份需求清单,至少要包含几项核心内容,分别是材料名称、密度、加工温度窗口、典型混炼时间(如有),还有日产能或者批次数,以及单批次的最大投料重量/体积,另外还要标注现有冷却水温、压力以及压缩空气压力的相关参数。
拿着这份清单和供应商沟通,对方才能给出针对性的容积、温控配置和填充系数建议,要是对方只能提供标准型号的推荐,没办法解释对应的参数匹配逻辑,后续调试环节大概率会碰到各种问题,利拿实业可以根据您的实际需求,提供全流程非标定制化的橡塑混炼成型解决方案。

 18046916153
18046916153