

一般来说电线电缆料的生产,对胶料的塑化均匀度和分散性要求极高,偏离设定值零点几度的温控波动,就会影响绝缘层的交联度和颜色一致性,工作中遇到炼胶机出片不均、电流跳动频繁或转子卡滞时,不少操作人员会先怀疑设备核心部件损坏,但许多问题其实指向液压、温控或密封系统,把排查点从“猜测换件”转向“数据比对”,能缩短停机时间,也能减少不必要的备件开支,我们就从几个常见故障现象出发,梳理具体的排查路径。
液压站是给转子转动提供动力的,油温偏高或者油路内泄漏,是引起转子转速不稳、电流异常的常见原因,排查时可以先检查液压油散热器是不是积尘堵塞,散热器翅片之间的粉尘会影响热交换效率,尤其在电线电缆料车间,炭黑和增塑剂挥发物很容易附着在散热器表面,本来车间日常扬尘就多,清理不及时很容易堵实,油温要是不正常,会直接改变液压油粘度,进而影响系统压力设定值,反馈压力的调整阀弹簧疲劳或者阀芯卡滞也会造成输出压力波动,导致转子负载不均。
平时的排查动作建议,先检查油位、油温,观察压力表在设定值附近是不是稳定摆动,要是油温高于55度,先清理散热片;要是压力表指针跳动频繁,就得检查主溢流阀组件,这类排查在设备空载状态下进行会更安全。
混炼过程中物料的门尼粘度变化,会反馈给温控系统,但如果PID参数和实际产能不匹配,就会出现“超调”或者“滞后”,拿电线电缆料的PVC或PE配方来说,不同体系的比热容差异很大,统一的温控参数没办法适应全部胶种,当排查到加料后温度下降过慢或者上升过快时,应该考虑调整温控柜内的PID参数,而非直接判定加热器故障。

排查的时候先确认热电偶安装位置是不是被物料包裹,部分早期设备的测温探头位置设定在混炼室壁面,物料流动死角会造成温度反馈滞后,调整参数后,可用“空转升温—加料混炼—温度恢复曲线”作为参照,记录每个循环的稳定时间,和设备出厂设计值对比,频繁出现超温的情况,也要同步检查冷却水路是不是因为水垢堵塞而流量不足。
密封性能会影响胶料会不会外泄到轴承腔或者混炼室底部,日常生产中,部分操作人员在看到密封处有少量漏油时,会认为这是“磨合期正常现象”,忽略持续监测,但当密封面磨损加深,胶料中的填料会进入密封间隙,进一步加速磨损,导致转子端部温度异常升高。
排查时可以定期拆检密封压盖,观察密封环表面划痕深度;也可以利用停机时间检查回油滤芯,要是滤芯上出现炭黑或粉体颗粒,说明密封已经开始失效,更换密封组件后,应按照设备说明书重新预紧压盖螺栓,过紧会加速磨损,过松则起不到密封效果,对于使用新型填料的电缆料厂家,材质硬度比传统橡胶高,密封面磨损速度会更快,宜适当缩短密封检查的周期。

开炼机出片不均匀,常见原因是辊筒温度横向分布差异大,排查时不要首先调整辊距,而是先用手持式温度枪扫描辊面中段与两端的温差,冷却水分配不均或者回水管道内壁结垢,都会导致温差扩大,另一个容易忽略的环节是刮刀压力,刮刀贴合辊面过紧会划伤辊筒表面,过松则片材起皱。
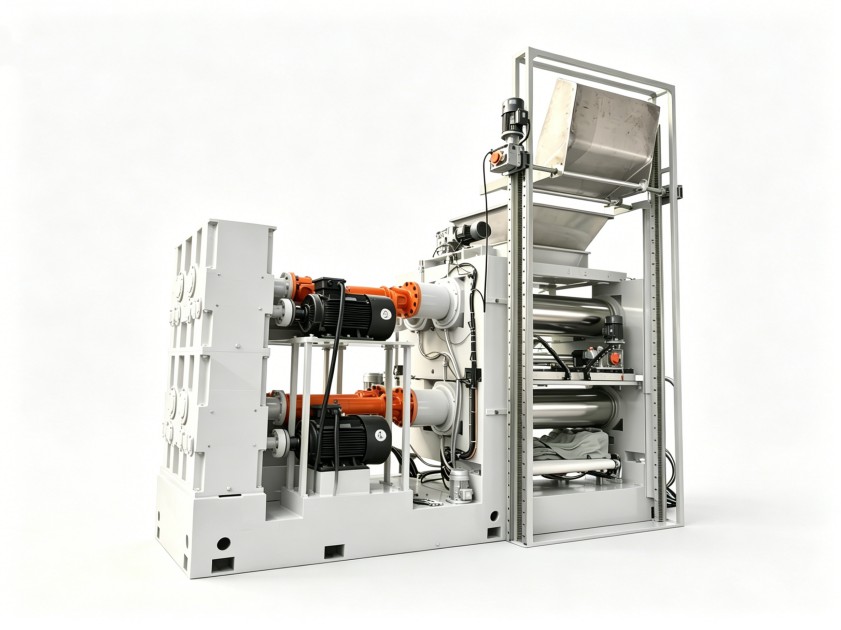
精确判断后,可以微调辊筒两端的进水量,使温差控制在正负2度以内,要是多批次生产同规格物料经常出现厚度偏差,需要检查对压辊的传动齿轮侧隙是不是增大,齿轮磨损会产生脉冲式厚度波动。
故障排查的效率,很大程度上取决于日常数据的积累,每次加料时间、成胶电流峰值、下料温度、液压油温记录,都是判断设备状态的基础,企业可以建立简单的“机台点检表”,由操作员每班记录粗线条的参数波动,维护人员每周对照历史数据观察趋势,利拿实业作为拥有70多项自主专利的设备企业,其混炼单元在设计阶段就预留了压力、温度、电流检测接口,这为后期接入数据采集系统提供了便利条件。
当排查方向正确但问题反复出现时,可能需要从配方与设备的匹配性上找原因,特定胶种对剪切速率敏感,转子转速与填充系数的微调,有时比更换配件更有效,维护人员与工艺工程师联合排查,能更全面判断是设备劣化还是配方工艺调整所致。
针对电线电缆料的高温混炼特性,定期清理冷却水道、校对PID参数、监控密封磨损,这三项基础维护能预防大部分突发故障,设备运行中,排查不是一次性的急修,而是建立在对机台状态持续掌握之上的判断,如需结合您的具体胶种配方、产能要求和生产工况评估方案,可与利拿实业技术团队进一步沟通。

 18046916153
18046916153